增材制造(Additive Manufacturing,AM)俗称3D打印,是通过材料逐层累积的方法来制造实体零件。增材制造不只是一种制备工艺,而是一个包括设计-材料-工艺-设备-检测-标准全方位的技术群,而先进设计是增材制造发挥作用的源头。不同于传统的设计方法,增材制造对产品设计技术提出了更高的需求:
-
控形与控性多尺度力学设计与仿真技术
-
拓扑优化设计与仿真技术
-
创成式设计与仿真技术
-
轻量化设计与仿真技术
-
组元晶格结构设计与仿真技术
-
跨学科多功能融合设计与仿真技术
-
梯度材料结构设计技术
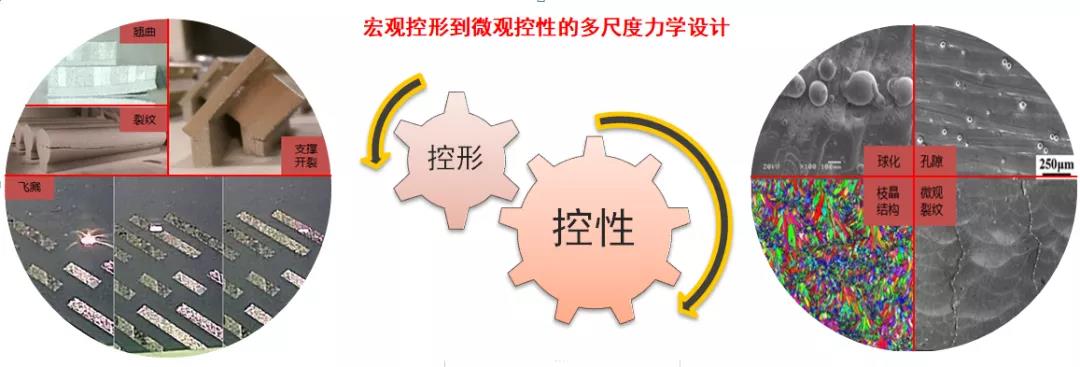
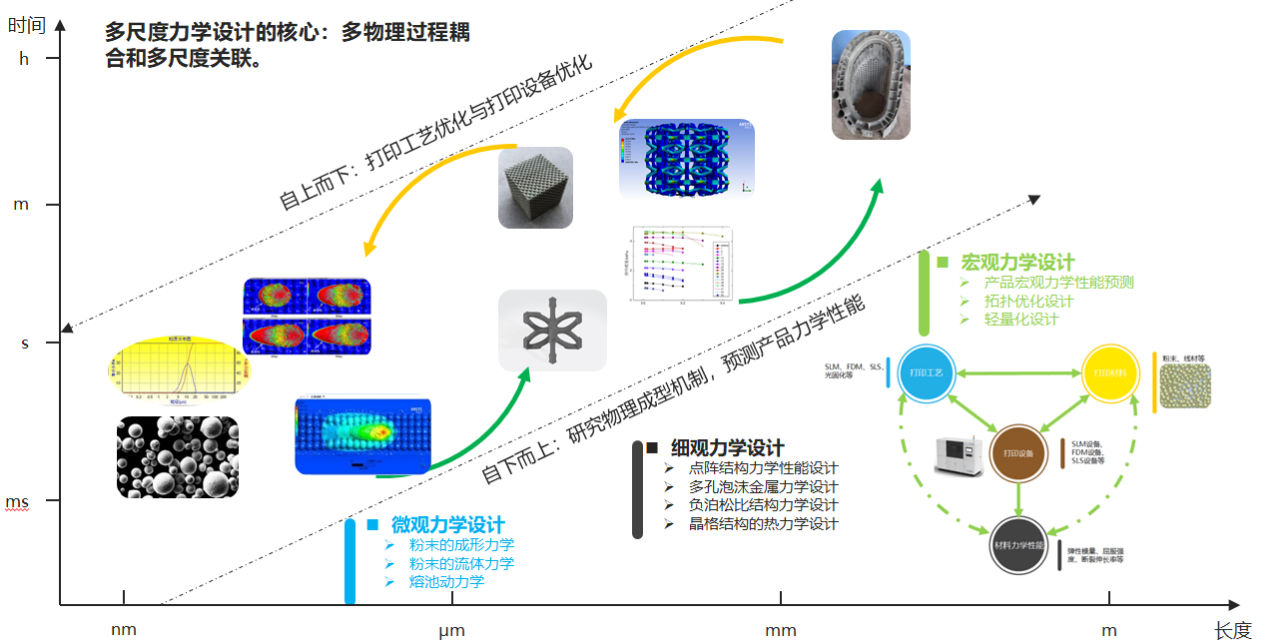
可以说,设计是增材制造技术应用的源头,而力学设计是增材设计技术的核心!由于涉及的内容较多,很难用一篇文章来诠释所有的内容。本篇主要概述安世亚太基于控形与控性的多尺度设计与仿真技术在增材制造的领域所做的一些探索与研究成果。在增材制造过程中,控形与控性是增材制造中两个重要考察指标。通常说宏观控形和微观控性。而宏观控形需要重点考虑翘曲变形、部件开裂、刮板碰撞、支撑开裂及飞溅等;微观控性需要重点分析球化、孔隙率、相变、颗粒尺寸、晶粒结构和初始位错密度,如图1所示。而真正要实现增材制造在打印过程中的控形与控性,需要材料性能-打印设备-结构设计-打印工艺一体化调控与优化,这里面就涉及到微观-细观-宏观多尺度的力学分析。本文涉及到的多尺度力学设计主要在微观-细观-宏观多个尺度层面上进行对微观结构-细观结构-宏观结构进行研究分析。其实多尺度力学设计的核心:多物理过程耦合和多尺度关联。增材制造过程,尤其是SLM打印工艺,在微观层面研究主要集中在粉末的成形、粉末的流动、熔池动力学及微观组织分析等方面;在细观层面研究主要集中在晶格结构力学性能、多孔泡沫金属力学性能、晶格结构热力学性能以及特殊的负泊松比结构力学的研究上;在宏观层面上研究主要集中在产品的宏观力学性能预测、拓扑优化设计、轻量化设计等等。如图2所示。多尺度力学设计的研究自下而上主要研究零件或产品的成形机制,预测产品的力学性能;自上而下则可以对打印工艺进行优化与打印设备优化。
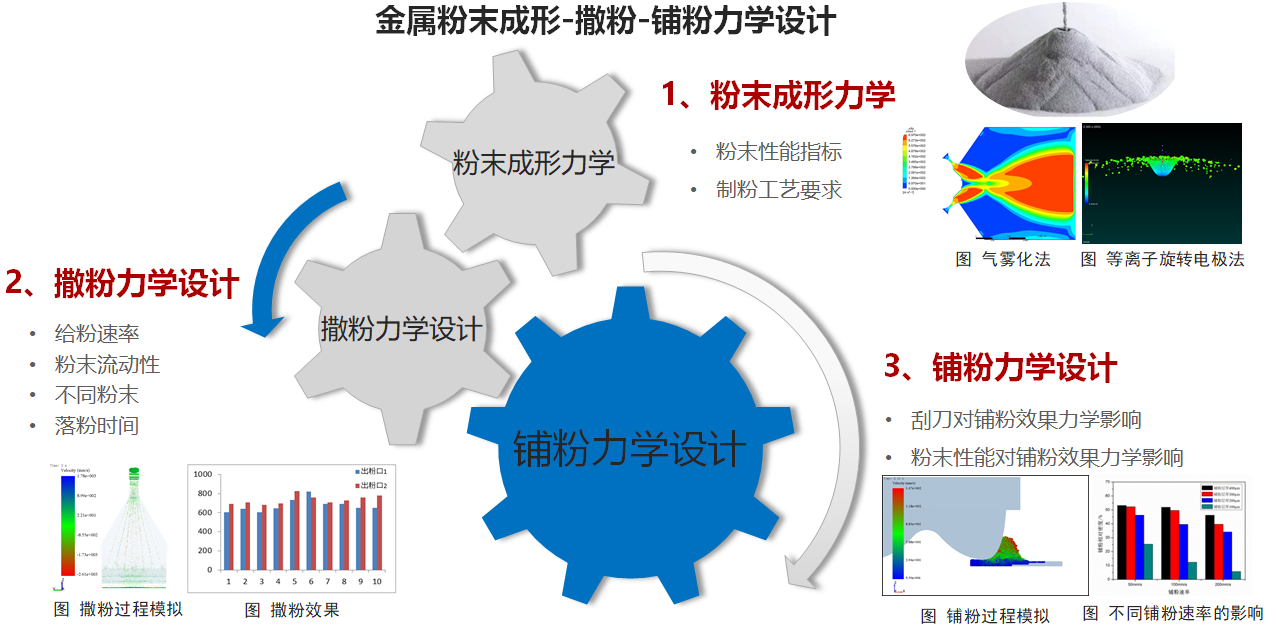
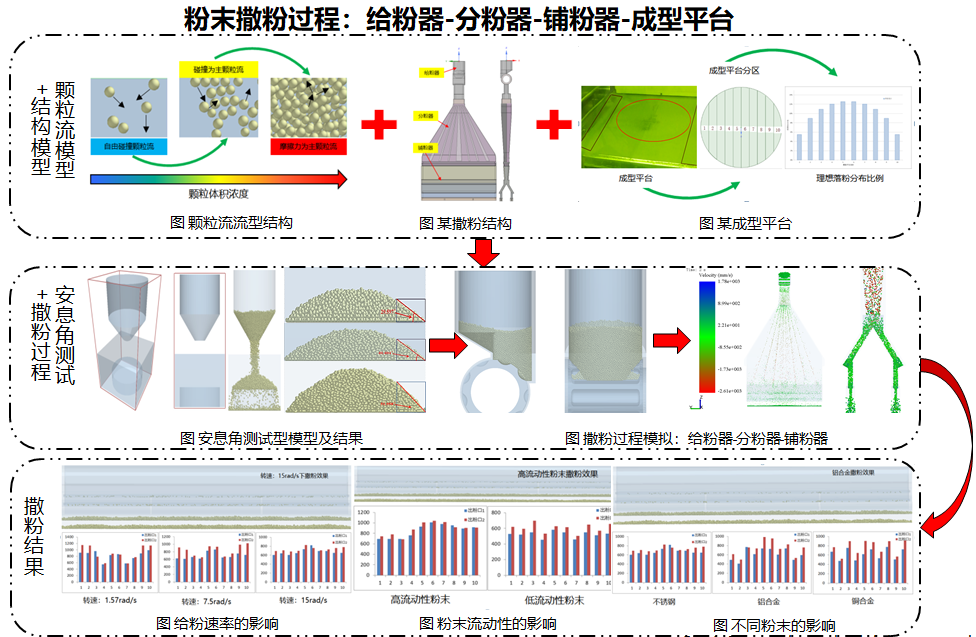
在针对SLM打印工艺中,为了实现增材打印过程控性,安世亚太在金属粉末成形-撒粉-铺粉整个流程中都进行了深入地探索和研究,如下图3所示。
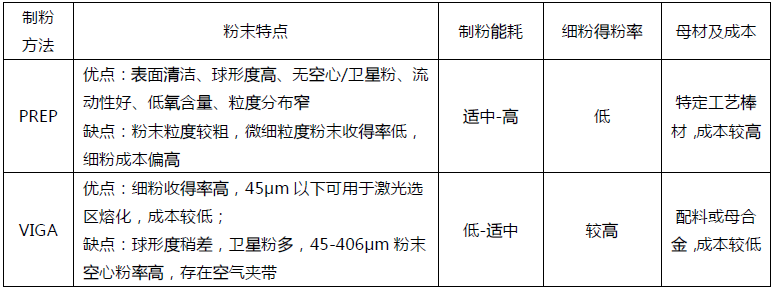
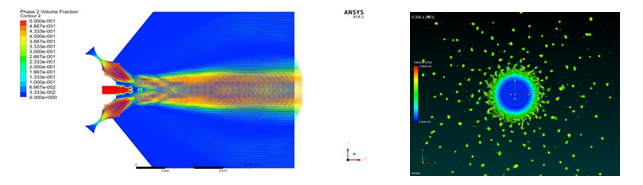
在这个粉末的全流程中,任何工艺参数的改变都会影响到最终产品的成形质量。比如在旋转电极制粉工艺中,电极转速、等离子体电弧功率等会对粉末成形粒度分布产生很大影响,进而会影响到后期撒粉、铺粉以及熔池的形成。金属粉末对SLM打印工艺打印成形件最终质量有着至关重要的影响。粉末性能的评价指标主要包括:粉末粒度分布、氧含量、松装密度、粉末流动性和粉末形貌等。金属粉末的成形方式有很多,目前比较成熟的用于增材制造的金属粉末制备工艺主要有两种:气雾化法(Vacuum Induction-melting Gas Atomization:VIGA)和等离子旋转电极法(Plasma Rotating Electrode-comminuting Process:PREP)。这两种制粉工艺的特点如表1所示。基于此,安世亚太也针对这两种金属粉末制粉工艺进行了CAE仿真分析,研究了制粉机理,分析了气雾化制粉和旋转电极制粉不同制粉工艺参数对粉末成形质量的影响。如图4和图5所示。图4 气雾化制粉工艺仿真结果 图5 旋转电极制粉工艺仿真结果成形后获得的金属粉末需要经过给粉器-分粉器-铺粉器最终到达成形平台,粉末在这一过程中的运动涉及流体(气体)、粉末通道内壁及金属粉末颗粒之间相互作用的运动。当颗粒密度较低时,不用考虑颗粒间的相互作用,当颗粒较多时,需要考虑颗粒间的碰撞作用,当颗粒非常稠密时,颗粒间的摩擦力是流体的主导作用力。
影响SLM成形质量的因素有很多,主要可以分为归纳为三类:环境因素、工艺因素和粉末因素。其中环境因素主要包括打印设备的预热温度、保护气体类型,循环气流量等,工艺因素主要包括激光功率、激光扫描速度、激光扫描路径、铺粉层厚、光斑直径等等,粉末因素主要包括粉末的粒度分布、形貌、氧含量等。
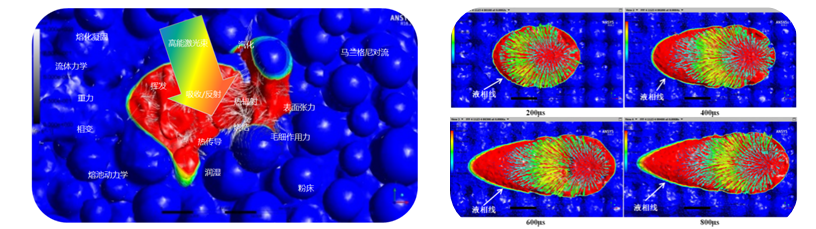
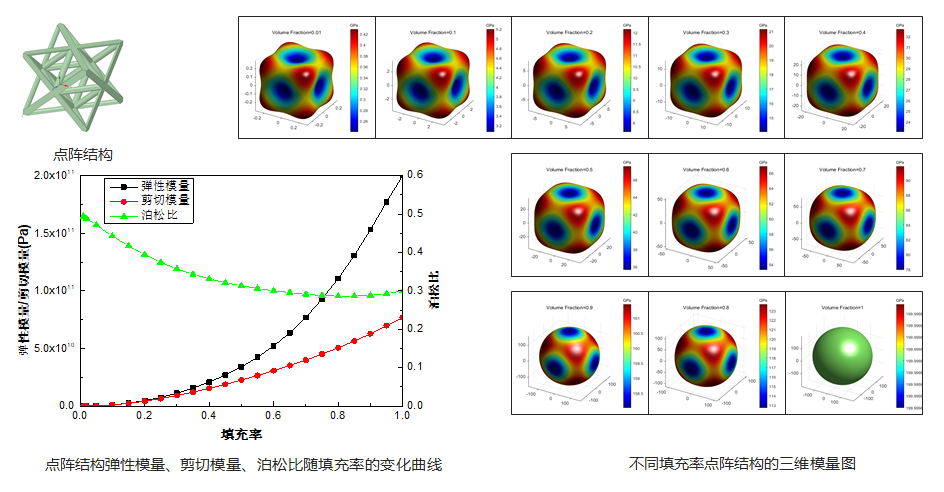
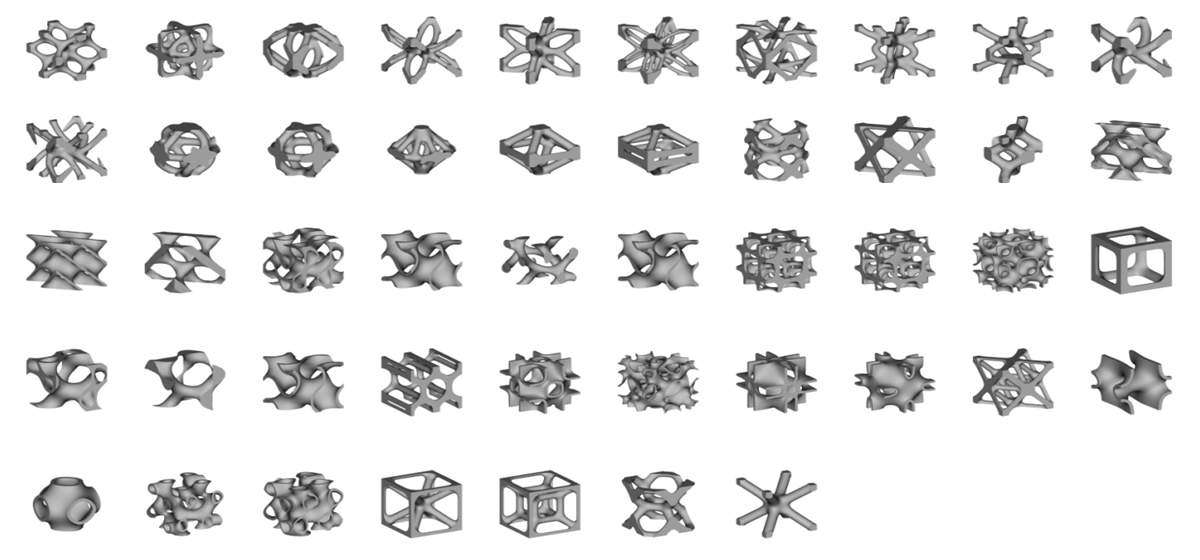
熔池存在传热、对流、传质、气-液界面冶金反应以及固-液界面扩散等复杂的动态多物理场过程。对熔池的研究需要考虑激光的吸收与散射、粉末的熔化、表面张力、合金元素挥发、汽化、对流、辐射、熔池的熔化与凝固、高频次热循环下的固态相变等。安世亚太对熔池的形成过程、以及不同打印工艺参数变化对熔池的影响进行了深入地研究和探索,如图7和8所示。图 7 熔池的微观物理过程示意 图8 熔池的不同时刻的形态变化细观尺度是介于微观尺度与宏观尺度之间,细观力学主要研究的是材料在空间上的分布对结构力学性能的影响。其目的是将实际不均匀材料用等效均匀介质来代替,获得与之等效的力学性能常数。晶格结构也称为点阵结构(Lattice Structure),是某种结构的单胞在空间按照一定的规律组合成的结构,能够承载一定的受力并实现某种特定的功能。晶格结构具有质量轻、比强度高、比刚度高、抗冲击、高散热隔热以及电磁屏蔽等优越的力学性能,当前是3D打印的一个重要研究领域。晶格结构是由相同或者不同几何形状的晶格单元按照一定的规则组合而成的,所以晶格结构的设计包括晶格单元几何形状的设计和晶格结构的组合设计。晶格单元是组成晶格结构的最小单元,晶格单元的设计方法主要有实体几何构造法、隐式曲面法和拓扑优化法。不同的晶格单元有着不同的特性,对晶格单元的特性进行研究并建立相应的晶格单元性能数据库才能满足晶格结构的性能要求。结合安世亚太在仿真设计和增材制造领域多年的积淀,利用参数化建模仿真系统设计并建立了多种增材制造晶格单元的性能数据库,方便我们根据不同的应用场合来挑选合适的晶格单元和相应的晶格单元设计参数,并且可以根据不同晶格的性能特点进行优化组合,采用多种晶格进行拼接设计。见图9和图10所示。在宏观尺度上也就是部件系统级上,要实现增材的控形与控性就要从增材打印设备上、增材打印工艺、以及产品结构设计这三个方面去调控与优化。
增材设备性能的好坏直接影响到打印产品的性能,比如若增材设备的成型腔室刚度不足,就会造成打印的产品在成型面上出现变形不一致的现象;如果成型腔室内气流场不佳,在打印过程中有可能会出现烟气颗粒无法顺利排出,进而可能在打印件内部形成缺陷,影响打印件质量。
因此安世亚太针对公司的增材设备产品进行了各种工况下的仿真优化分析,大大提升了设备产品的各项性能指标,为打印产品的控形与控性提供有力的设备支撑。针对公司开发的增材制造设备所进行的仿真优化包括:
-
整机设备强度分析及优化
-
整机设备刚度分析及优化
-
关键部件疲劳分析及优化
-
入口均匀性仿真分析及优化
-
打印腔体内部气流场、温度场仿真分析及优化
-
惰性气体置换流程仿真分析及优化
-
废气置换流程仿真分析及优化
-
烧结烟气排出过程仿真分析
-
打印平台动密封仿真分析及优化
-
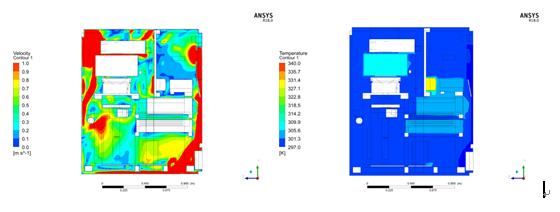
-整机散热仿真分析及优化
图11 某SLM增材设备的整机散热分析结果(速度云图和温度云图)
在增材制造过程中,可能会出现打印部件变形、翘曲、孔隙、微裂纹等问题。增材制造工艺参数仿真主要研究加工参数、粉末、几何构型等因素对于变形、残余应力、部件内部组织及性能的影响。
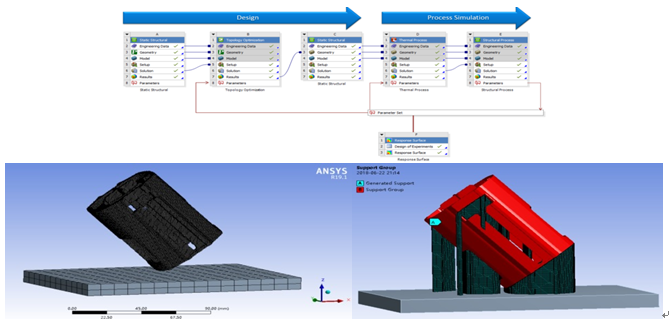
通过宏观尺度上增材工艺仿真分析,可以预测部件在打印过程中可能出现的变形、翘曲等问题,合理优化零件结构形状、摆放位置和打印支撑结构来减小结构内部应力及变形等问题。基于增材ANSYS Additive工艺仿真软件的分析流程如图12所示。对于变形难以控制的结构产品,可以采用ANSYS Additive仿真软件工具的变形补偿功能,来降低成形零件的失真度,前提是需要实验标定固有应变因子。
产品结构设计的方法有很多,本篇无法一一详细地讲解,在此主要跟大家简单地阐述一下基于增材思维的产品结构设计。
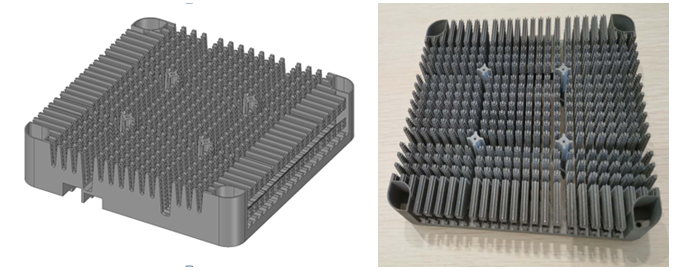
受限于传统工艺的制造方法约束,很多通过拓扑优化、创成式设计等方法设计的产品无法制造出来。在增材制造领域,拓扑优化和创成式设计将会大行其道。增材制造这种工艺约束较少,基本上可以不受限制地将拓扑优化和创成式设计等设计的产品结构制造出来。图13所示为安世亚太设计并采用公司DLM-280(SLM打印工艺)设备打印的一款用于5G通讯小基站的散热器,该散热器整体结构较为复杂,传统工艺很难制造,因此我们主要考虑采用SLM增材工艺来制造,且在设计过程中采用了无支撑设计,大大降低了产品的后处理时间,也节约了打印成本。和传统的散热器相比,在相同的边界条件下该散热器整体散热性能提升了30%,在局部高温区,散热性能提升高达63%,解决了传统散热器整体散热性能不强以及在局部温度过高的问题。图14 基于增材思维设计并制造的3D打印个性化定制鞋中底及最终成鞋图14所示为基于安世亚太鞋中底设计流程设计并采用激光选区烧结设备生产的个性化定制TPU鞋中底及最终成鞋。经一定范围的客户试穿,该鞋穿着舒适,弹性好,透气性高,轻便耐用,客户满意度较高。